

Industrial environments face a high risk of fire due to heavy machinery, electrical systems, fuel storage, chemical processing, and continuous operational heat exposure. In sectors such as manufacturing, warehousing, oil and gas, and power generation, even a small fire incident can lead to major structural damage, production loss, and safety hazards. This is why industrial fire retardant paint has become an essential part of modern industrial fire protection systems.
Industrial fire retardant paint is a specialized protective coating designed to slow flame spread, reduce heat transfer, and improve the fire resistance of industrial structures and equipment. When exposed to extreme temperatures, the coating reacts by forming an insulating char layer that helps protect steel structures, machinery supports, cable systems, and industrial assets from rapid heat damage.
Today, industrial facilities increasingly rely on fire retardant coatings as part of a complete passive fire protection strategy. These coatings are widely used in warehouses, factories, refineries, processing plants, power stations, and commercial industrial buildings where structural fire safety is critical for both operations and regulatory compliance.
Beyond improving fire resistance, industrial fire retardant paint also helps businesses reduce operational risk, improve worker safety, support insurance compliance, and minimize long-term fire-related losses. In this complete guide, we’ll explore how industrial fire retardant coatings work, where they are used, their major benefits, application methods, maintenance practices, and how to choose the right certified fire protection system for industrial environments.
Introduction to Industrial Fire Retardant Paint
Industrial fire safety is a critical requirement across factories, warehouses, processing units, and heavy manufacturing facilities. With constant exposure to heat, sparks, electrical equipment, and combustible materials, industrial environments face a higher risk of fire than many other building types. This makes industrial fire retardant paint an important protective solution for improving structural safety and reducing fire-related damage.
Applied to steel structures, equipment supports, cable systems, and industrial surfaces, fire retardant coatings help slow the spread of fire and provide valuable protection during emergency situations. As regulations become stricter and industries focus more on risk prevention, these coatings are increasingly becoming part of standard fire safety planning.
What is Industrial Fire Retardant Paint?
Industrial fire retardant paint is a specialized fire protection coating formulated to reduce flammability and protect industrial surfaces from extreme heat exposure during a fire. It is designed to slow flame spread, reduce heat transfer, and help maintain the integrity of structures for a longer period under fire conditions.
Many systems use intumescent technology, meaning the coating expands when exposed to high temperatures. This expansion creates a thick insulating char layer that protects the substrate underneath from direct heat.
Industrial fire retardant paint is commonly applied to:
- Structural steel beams and columns
- Metal frameworks
- Pipe supports
- Cable trays
- Machinery structures
- Industrial walls and partitions
Its purpose is to provide passive fire protection without affecting the day-to-day operation of the facility.
Why Fire Protection Matters in Industrial Environments
Industrial environments often contain multiple ignition sources along with materials that can accelerate fire spread. Electrical faults, welding operations, hot machinery, chemicals, oils, fuels, and dust accumulation can all contribute to fire incidents.
Without proper fire protection, a fire can lead to:
- Structural collapse of steel frameworks
- Damage to critical equipment
- Production downtime
- Loss of inventory or stored materials
- Worker injuries and evacuation risks
- Major financial losses
Industrial fire retardant paint helps reduce these risks by protecting structural surfaces before a fire occurs. By delaying heat damage and slowing structural weakening, it gives workers more time to evacuate safely and emergency teams more time to respond.
Growing Demand for Industrial Fire Safety Coatings
Demand for industrial fire safety coatings continues to rise as industries place greater emphasis on safety, regulatory compliance, and asset protection. Modern industrial construction increasingly requires fire-resistant coating systems as part of design specifications for buildings and equipment.
Key drivers behind this growth include:
- Stricter fire safety regulations and building codes
- Increased investment in industrial infrastructure
- Greater focus on worker health and safety
- Insurance and risk management requirements
- Need to protect high-value industrial assets
- Rising awareness of passive fire protection systems
Industries such as manufacturing, oil and gas, warehousing, logistics, chemical processing, and power generation are increasingly using industrial fire retardant paint to improve fire resilience and long-term operational safety.
As industrial projects become larger and more complex, certified fire protection coatings are now viewed as an essential investment rather than an optional finishing layer.
How Industrial Fire Retardant Paint Works
Industrial fire retardant paint is designed to protect structural surfaces and industrial assets during fire exposure by slowing flame spread and reducing heat transfer. Unlike conventional coatings, it does more than provide surface coverage—it acts as a passive fire protection barrier when exposed to extreme temperatures.
Its primary function is to delay the impact of fire on steel, metal frameworks, and industrial infrastructure, helping maintain structural stability for a longer period during emergencies.
Intumescent Fire Protection Technology
Many industrial fire retardant coatings use intumescent technology, which activates automatically under high heat. When exposed to fire, the coating reacts chemically and expands many times its original thickness.
This expansion creates a dense, foam-like carbon layer over the surface.
The intumescent process typically works in stages:
- Heat exposure activates the coating
- Fire-reactive ingredients begin to expand
- The coating swells outward
- A protective char barrier forms over the substrate
This expanded layer acts as insulation, protecting the material underneath from direct heat.
Intumescent coatings are especially effective for:
- Structural steel
- Columns and beams
- Pipe supports
- Industrial metal frameworks
Heat Resistance & Char Formation Process
The key fire protection mechanism of industrial fire retardant paint is the formation of an insulating char layer during fire exposure.
As temperatures rise:
- The coating softens and reacts
- Gases are released inside the coating film
- The film expands outward
- A thick char layer develops over the surface
This char layer helps:
- Reduce heat transfer to the substrate
- Delay steel reaching critical failure temperature
- Shield the structure from direct flames
- Slow down thermal weakening of metal components
Because steel can lose strength rapidly when exposed to high temperatures, this insulating layer plays a critical role in maintaining load-bearing performance during a fire.
How It Slows Flame Spread in Industrial Structures
Industrial fires can spread quickly through exposed steel, cable systems, and interconnected structural surfaces. Fire retardant paint helps interrupt this process by reducing how quickly flames travel and limiting heat transfer between materials.
It helps slow fire spread by:
- Creating a thermal insulation barrier
- Reducing surface temperature rise
- Limiting direct flame exposure on coated areas
- Delaying ignition of nearby materials
- Protecting connected structural components for longer periods
This additional resistance helps contain fire progression and reduces the speed at which damage spreads across industrial facilities.
Passive Fire Protection for Industrial Assets
Industrial fire retardant paint is considered a passive fire protection system because it does not require activation, power, or mechanical operation to work. Unlike sprinklers or alarms, it remains in place continuously and reacts automatically when exposed to fire.
This makes it highly valuable for protecting:
- Structural steel frames
- Industrial machinery supports
- Equipment enclosures
- Cable trays and electrical infrastructure
- Storage and processing facilities
Key passive fire protection benefits include:
- Continuous protection 24/7
- No moving parts or activation systems required
- Minimal maintenance compared to active fire systems
- Improved structural safety during fire emergencies
- More time for evacuation and firefighting response
When combined with alarms, sprinklers, and emergency response planning, industrial fire retardant paint becomes a critical part of a complete industrial fire safety strategy.
Where Industrial Fire Retardant Paint is Used
Industrial fire retardant paint is used across a wide range of industrial and commercial environments where structural fire protection is critical. It is commonly applied to steel, metal frameworks, equipment supports, and infrastructure exposed to heat, electrical risk, or combustible materials. By slowing fire spread and delaying structural failure, these coatings help protect both people and assets in high-risk facilities.
Steel Structures & Structural Beams
Steel is one of the most common substrates protected with industrial fire retardant paint. Although steel is non-combustible, it can lose strength rapidly under extreme heat, which may lead to bending, deformation, or structural collapse during a fire.
Common steel applications include:
- Structural beams
- Support columns
- Roof trusses
- Pipe racks
- Mezzanine structures
- Industrial platforms
Fire retardant paint helps insulate the steel surface and delay temperature rise, allowing the structure to maintain its load-bearing capacity for a longer period during fire exposure.
Warehouses & Storage Facilities
Warehouses often contain combustible packaging materials, stored inventory, pallets, machinery, and electrical systems—all of which can increase fire risk. Fire retardant coatings help improve fire resistance across the facility and slow the spread of flames between storage areas.
Typical applications include:
- Structural steel frames
- Storage racking supports
- Roof support systems
- Fire separation walls
- Loading bay structures
- Storage zone dividers
These coatings help reduce the risk of large-scale fire damage and improve fire compartmentalization in high-volume storage environments.
Manufacturing Plants & Production Units
Manufacturing facilities frequently involve continuous heat exposure, welding, heavy machinery, friction, and electrical systems, making fire protection an important part of plant design and maintenance.
Industrial fire retardant paint is commonly used on:
- Production line steel structures
- Machinery support frames
- Processing equipment platforms
- Factory ceilings and support beams
- Utility rooms and service corridors
By protecting structural and support systems, the coating helps minimize fire-related shutdowns, reduce asset damage, and improve worker safety during emergencies.
Electrical Panels, Cable Trays & Equipment Rooms
Electrical systems are a common source of industrial fire incidents. Short circuits, overloaded circuits, overheating cables, and electrical faults can trigger fires that spread quickly through equipment rooms and service areas.
Industrial fire retardant paint is often applied to:
- Cable trays
- Cable supports
- Electrical panel enclosures
- Control rooms
- Switchgear housings
- Utility infrastructure
These coatings help slow flame spread around electrical systems, reduce heat transfer, and provide added protection to critical infrastructure during fire exposure.
Oil & Gas Facilities and Refineries
Oil and gas facilities operate in some of the highest fire-risk industrial environments due to flammable liquids, gases, pressurized systems, and continuous high-temperature operations. Fire protection coatings are essential for protecting infrastructure and minimizing the impact of fire incidents.
Common applications include:
- Pipe racks and steel supports
- Refinery structures
- Storage tank supports
- Processing unit frameworks
- Offshore platform steel structures
- Equipment and utility enclosures
Industrial fire retardant paint helps improve fire resistance in these harsh operating environments while supporting strict safety and regulatory requirements.
Across all of these applications, fire retardant coatings play a key role in protecting industrial infrastructure, maintaining operational continuity, and strengthening overall fire safety planning.
Benefits of Industrial Fire Retardant Paint
Industrial fire retardant paint provides more than surface-level protection—it plays a critical role in improving fire safety, protecting structural assets, and reducing operational risk in industrial environments. From steel structures and machinery supports to cable infrastructure and processing facilities, these coatings help reduce the impact of fire while supporting safer working conditions and regulatory compliance.
Protects Structural Steel from Heat Damage
One of the primary benefits of industrial fire retardant paint is protecting structural steel from extreme heat exposure. While steel does not burn, it rapidly loses strength when exposed to high temperatures. This can lead to deformation, bending, and loss of structural stability during a fire.
Fire retardant paint helps by:
- Reducing heat transfer to steel surfaces
- Insulating beams and columns during fire exposure
- Slowing the rise in steel temperature
- Preserving load-bearing strength for longer
This added protection helps critical structural elements remain stable during the most dangerous stages of a fire.
Delays Structural Failure During Fire Exposure
Industrial fire retardant coatings are designed to delay how quickly structural components weaken under fire conditions. By creating an insulating barrier, the coating slows heat penetration and extends the time before steel reaches critical failure temperature.
This delay can provide valuable time for:
- Worker evacuation
- Emergency response team access
- Fire suppression system activation
- Asset protection efforts
- Controlled shutdown of industrial operations
Even a short delay in structural failure can significantly reduce damage and improve overall emergency outcomes.
Reduces Fire Spread Across Industrial Surfaces
Industrial facilities often have interconnected structural systems, exposed steel, cable runs, and large open spaces where fire can spread quickly. Fire retardant paint helps slow flame spread across coated surfaces, helping contain fire within a smaller area for longer.
It supports fire control by:
- Limiting flame movement across surfaces
- Slowing ignition of nearby materials
- Reducing surface combustion in high-heat zones
- Helping compartmentalize fire damage
This improved containment reduces the speed at which fire spreads through the facility and lowers the risk of large-scale structural loss.
Improves Worker & Facility Safety
Worker safety is one of the most important reasons industrial facilities invest in fire retardant coatings. In the event of a fire, these coatings help create more time for safe evacuation while reducing the chance of rapid structural collapse.
Key safety benefits include:
- More evacuation time for employees
- Reduced exposure to extreme heat
- Better protection of escape routes and structural access points
- Lower risk of injury caused by falling structural components
- Improved protection of equipment and surrounding infrastructure
By strengthening passive fire protection, industrial fire retardant paint contributes to a safer workplace environment overall.
Supports Fire Code Compliance
Industrial fire retardant paint also helps facilities meet fire safety regulations, building codes, and project specifications. Many industrial projects require certified fire-resistant coating systems to comply with local and international standards.
Using tested fire retardant coatings can help support:
- Building fire safety approvals
- Industrial project compliance requirements
- Third-party inspections
- Insurance and risk management requirements
- Long-term facility safety planning
Coatings tested to standards such as ASTM, BS, IS, or UL provide documented fire performance and help ensure that industrial structures meet required fire protection criteria.
By combining structural protection, safety performance, and compliance support, industrial fire retardant paint becomes a smart long-term investment for any industrial facility focused on fire prevention and operational resilience.
Industrial Fire Retardant Paint for Steel Protection
Steel is the backbone of modern industrial construction, widely used in warehouses, factories, refineries, power plants, and manufacturing facilities. While steel offers excellent strength and durability, it is highly vulnerable to extreme heat during a fire. As temperatures rise, steel can rapidly lose its structural strength, which can lead to bending, distortion, and collapse. This is why industrial fire retardant paint is widely used as a critical fire protection solution for steel structures.
By insulating steel against heat and delaying temperature rise, fire retardant coatings help preserve structural integrity and improve overall fire safety performance in industrial environments.
Fire Protection for Steel Columns & Beams
Steel columns and beams are among the most important structural elements in any industrial facility. They support roofs, mezzanines, machinery platforms, storage systems, and heavy equipment loads. During a fire, these components are exposed directly to high temperatures and require protection to prevent rapid failure.
Industrial fire retardant paint is commonly applied to:
- Steel columns
- Structural beams
- Roof trusses
- Pipe racks
- Support frames
- Elevated platforms and mezzanines
Once applied, the coating creates a protective barrier that reacts under heat exposure, helping shield the steel from direct flames and thermal damage.
Maintaining Load-Bearing Capacity Under Heat
One of the biggest fire-related risks for steel is the loss of load-bearing capacity at elevated temperatures. Even though steel does not burn, it can soften and weaken quickly when exposed to intense heat.
Industrial fire retardant paint helps delay this process by:
- Insulating the steel surface
- Slowing temperature increase during fire exposure
- Reducing direct heat transfer
- Protecting structural members from reaching critical failure temperature too quickly
This protection helps steel retain its load-bearing capacity for a longer period, reducing the chance of collapse and allowing more time for evacuation, fire response, and suppression activities.
Maintaining structural stability during a fire is especially important in facilities containing:
- Heavy machinery
- High-bay storage systems
- Elevated platforms
- Multi-level industrial buildings
Fire Ratings for Industrial Steel Structures
Fire retardant coatings for steel are often selected based on the required fire resistance rating of the structure. Fire ratings indicate how long the coated steel can resist critical temperature rise during fire exposure.
Common fire resistance ratings include:
- 30 minutes – light industrial protection
- 60 minutes – standard industrial applications
- 90 minutes – higher-risk industrial structures
- 120 minutes – critical infrastructure and high-risk environments
The required rating depends on:
- Building use
- Occupancy type
- Height of the structure
- Fire load within the facility
- Local fire regulations
- Insurance requirements
Higher ratings typically require greater coating thickness to provide longer-lasting insulation under fire conditions.
Indoor vs Outdoor Steel Fire Protection Systems
The environment where the steel is located plays a major role in selecting the correct industrial fire retardant paint system.
Indoor Steel Protection Systems are commonly used in:
- Warehouses
- Manufacturing plants
- Production halls
- Equipment rooms
- Storage facilities
These systems typically prioritize fire resistance, surface finish, and compatibility with interior primers.
Outdoor Steel Protection Systems are designed for harsher conditions and may also require resistance to:
- Rain and moisture
- UV exposure
- Temperature fluctuation
- Corrosion
- Industrial pollutants
Common outdoor applications include:
- Exterior steel frameworks
- Pipe racks
- Refineries
- Offshore structures
- Industrial loading bays
Outdoor fire protection systems often include additional topcoats to improve weather resistance while maintaining fire performance.
Choosing the right fire retardant paint for steel ensures long-term protection, durability, and reliable performance under both everyday industrial conditions and fire emergencies.
How to Choose the Right Industrial Fire Retardant Paint
Choosing the right industrial fire retardant paint is essential for achieving reliable fire protection, long-term durability, and compliance with industrial safety standards. Because industrial environments vary widely—from warehouses and factories to refineries and chemical plants—the ideal coating depends on the required fire resistance level, the substrate being protected, and the surrounding environmental conditions.
Selecting the correct system helps ensure structural performance during a fire while also reducing maintenance costs and extending service life.
Understanding Fire Ratings (30, 60, 90, 120 Minutes)
Fire ratings indicate how long a fire retardant coating can protect a surface before it reaches a critical temperature during fire exposure. These ratings are typically determined through standardized fire testing.
Common industrial fire ratings include:
- 30 minutes – Basic fire resistance for low-risk industrial areas
- 60 minutes – Standard protection for warehouses and general manufacturing
- 90 minutes – Higher protection for critical structures and larger facilities
- 120 minutes – Advanced fire resistance for high-risk or mission-critical infrastructure
The required rating depends on factors such as:
- Building design and occupancy
- Fire load within the facility
- Local building regulations
- Insurance requirements
- Emergency evacuation strategy
Higher fire ratings generally require greater coating thickness to maintain protection for a longer duration.
Surface Compatibility & Substrate Selection
Industrial fire retardant paint must be compatible with the substrate it is protecting. Different surfaces require different coating systems to ensure proper adhesion and performance.
Common industrial substrates include:
- Structural steel
- Mild steel
- Galvanized metal
- Concrete
- Cement board
- Cable trays and metal supports
Before choosing a coating, consider:
- Surface material type
- Existing primer or coating system
- Surface condition and cleanliness
- Exposure to heat or abrasion
- Required finish appearance
Using the correct coating for the substrate improves bonding, durability, and fire protection effectiveness.
Chemical Resistance & Environmental Exposure
Industrial environments often expose coatings to more than just heat. Many facilities involve chemicals, moisture, oils, corrosive vapors, or outdoor weather conditions that can impact coating performance over time.
Important exposure factors include:
- Chemical splashes or fumes
- Oil and grease contamination
- Humidity and moisture
- UV exposure
- Rain and outdoor weather
- Temperature fluctuations
- Industrial pollution and corrosive environments
For harsh environments such as chemical plants, refineries, or coastal facilities, the fire retardant paint may also need corrosion resistance or a protective topcoat to maintain performance.
Coating Thickness & Coverage Requirements
The thickness of industrial fire retardant paint directly affects its fire resistance performance. Coating systems are typically applied to a specified dry film thickness (DFT) based on the required fire rating and substrate profile.
Thickness requirements are influenced by:
- Required fire resistance duration
- Steel section size and shape
- Exposure conditions
- Application method
- Product formulation
Typical application considerations include:
- Number of coats required
- Wet film thickness during application
- Dry film thickness after curing
- Coverage rate per square meter
- Topcoat compatibility where required
Accurate thickness measurement during application is critical to ensure the coating performs as tested and certified.
Certified Fire Protection Standards
Certification is one of the most important factors when selecting industrial fire retardant paint. A certified coating has been tested under recognized fire conditions and provides documented performance data.
Look for compliance with recognized standards such as:
- ASTM – American Society for Testing and Materials
- BS – British Standards
- IS – Indian Standards
- UL – Underwriters Laboratories
Before specification or purchase, review:
- Fire test reports
- Product data sheets
- Application guidelines
- Approval certificates
- Maintenance recommendations
Choosing a certified industrial fire retardant coating helps ensure reliable fire performance, easier project approvals, smoother inspections, and greater confidence in long-term industrial fire protection.
Application Process for Industrial Fire Retardant Coating
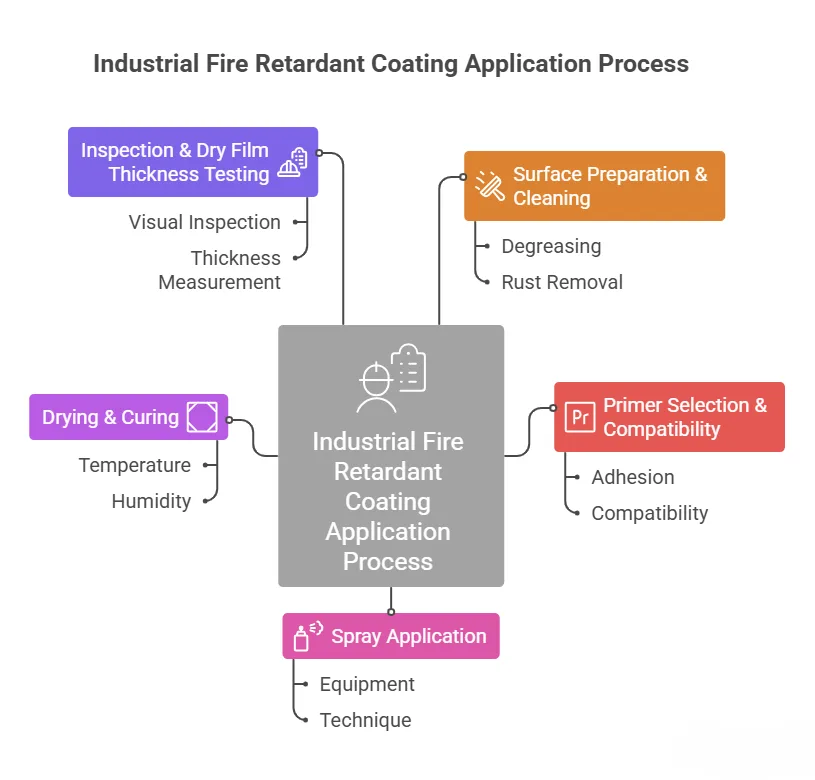
Proper application is critical for industrial fire retardant coating to perform effectively during a fire. Even the highest-quality coating can underperform if surface preparation, primer compatibility, film thickness, or curing conditions are not properly controlled. A well-executed application process ensures strong adhesion, consistent fire resistance, and long-term durability in demanding industrial environments.
Surface Preparation & Cleaning
Surface preparation is the foundation of any successful fire retardant coating system. Before application, the substrate must be clean, dry, and properly prepared to ensure maximum adhesion and coating performance.
Typical preparation steps include:
- Removal of dust, grease, and oil contamination
- Elimination of loose rust or mill scale
- Cleaning welding residue and surface debris
- Repair of damaged areas or uneven surfaces
- Ensuring the surface is completely dry before coating begins
Common preparation methods may include:
- Abrasive blasting
- Mechanical cleaning
- Solvent wiping
- Pressure washing where appropriate
Proper preparation improves coating adhesion and reduces the risk of peeling, cracking, or premature coating failure over time.
Primer Selection & Compatibility
In many industrial applications, fire retardant paint is applied over a primer system. The primer helps improve adhesion to steel or metal surfaces while also providing corrosion protection beneath the fire-resistant layer.
Key considerations when selecting a primer include:
- Compatibility with the fire retardant coating
- Corrosion resistance requirements
- Indoor or outdoor exposure conditions
- Existing coating system on the substrate
- Manufacturer-approved coating combinations
Common primer systems may include:
- Epoxy primers
- Zinc-rich primers
- Anti-corrosive industrial primers
Using an incompatible primer can affect adhesion and fire performance, so it is important to follow the coating manufacturer’s approved system specification.
Spray Application for Large Industrial Surfaces
Spray application is the most common method for applying industrial fire retardant coatings, especially on large structural steel areas. It allows fast application, consistent film build, and efficient coverage across complex industrial frameworks.
Spray application is commonly used on:
- Steel beams and columns
- Roof structures
- Pipe racks
- Machinery supports
- Industrial ceilings and platforms
Benefits of spray application include:
- Uniform coating thickness
- Faster coverage on large projects
- Better access to irregular surfaces
- Reduced application time compared with brush or roller methods
Brush or roller application may also be used for:
- Small sections
- Repair areas
- Touch-up work
- Difficult-to-access edges and joints
Drying & Curing Requirements
After application, the coating must be allowed to dry and cure according to the manufacturer’s recommendations before it is exposed to service conditions.
Drying and curing performance can be affected by:
- Ambient temperature
- Humidity levels
- Air movement and ventilation
- Coating thickness
- Number of coats applied
Proper curing is important because it allows the coating to:
- Fully bond to the substrate
- Develop fire protection performance
- Reach specified dry film thickness
- Prepare for topcoat application if required
Premature handling, loading, or exposure before full curing can reduce long-term durability and coating performance.
Inspection & Dry Film Thickness Testing
Once applied, industrial fire retardant coatings must be inspected to confirm quality and compliance with project specifications. Inspection is especially important because coating thickness directly impacts fire resistance performance.
Post-application inspection typically includes:
- Visual inspection for coverage consistency
- Checking for runs, cracks, pinholes, or missed areas
- Adhesion checks where required
- Surface finish review
- Topcoat verification if applicable
One of the most important tests is Dry Film Thickness (DFT) testing.
DFT testing verifies that the coating has been applied to the specified thickness required to achieve the intended fire rating. Thickness is usually measured using calibrated dry film thickness gauges after curing.
This testing confirms:
- Coating meets design specification
- Required fire rating can be achieved
- Application is consistent across the structure
- Compliance with project and fire protection requirements
Routine inspection and thickness verification ensure the industrial fire retardant coating system performs reliably and delivers certified fire protection when it is needed most.
Maintenance & Inspection of Industrial Fire Coatings
Industrial fire retardant coatings are designed for long-term fire protection, but like any industrial coating system, they require routine maintenance and inspection to remain effective. Exposure to heat, moisture, chemicals, abrasion, impact, and weather can gradually affect coating performance over time. A structured maintenance plan helps preserve fire resistance, extend coating life, and ensure the system continues to meet safety and compliance requirements throughout the life of the facility.
Inspection Frequency for Industrial Facilities
Regular inspections are essential to confirm that the fire coating remains intact and continues to provide the required protection. The inspection schedule depends on the operating environment, exposure conditions, and the criticality of the protected asset.
Typical inspection recommendations include:
- Every 6–12 months for indoor industrial structures
- More frequent inspections in high-risk production areas
- Annual inspections for general warehouse and manufacturing facilities
- Additional inspections after shutdowns, modifications, or maintenance work
- Immediate inspection after impact damage, leaks, or fire exposure
High-exposure areas such as chemical plants, refineries, or outdoor steel structures may require more frequent checks due to harsher service conditions.
Routine inspections should be documented as part of the facility’s fire safety and maintenance program.
Recoating Guidelines
Over time, industrial fire retardant coatings may require localized repair or full recoating depending on wear, environmental exposure, or physical damage. Recoating helps restore protection and maintain the specified fire performance of the structure.
Recoating may be needed when:
- Coating thickness falls below specification
- Surface damage exposes the substrate
- Corrosion appears beneath the coating system
- Cracking, flaking, or delamination develops
- Major maintenance work damages the coating
- Structural modifications create unprotected steel areas
Before recoating, the surface should be:
- Inspected for damage
- Cleaned thoroughly
- Repaired if corrosion is present
- Checked for compatibility with the original coating system
Following the original system specification helps ensure continued fire performance after repairs.
Signs of Coating Damage or Failure
Early detection of coating damage is important for preventing performance loss. During inspections, teams should look for visible signs that the coating may no longer be providing full protection.
Common signs include:
- Cracking on the coating surface
- Peeling or flaking
- Blistering
- Impact dents or mechanical damage
- Delamination from the substrate
- Water damage or staining
- Corrosion bleeding through the coating
- Areas of exposed steel or bare metal
Damage often occurs around:
- Beam edges
- Weld joints
- Pipe supports
- Equipment mounting points
- Areas exposed to repeated contact or vibration
Any damaged area should be repaired promptly to avoid compromising the fire protection system.
Long-Term Performance & Durability Factors
The lifespan of industrial fire coatings depends on both the product quality and the operating environment. With proper application and maintenance, industrial fire retardant coatings can perform effectively for many years.
Key factors that affect long-term durability include:
- Quality of surface preparation before application
- Primer compatibility and corrosion protection beneath the coating
- Correct dry film thickness achieved during application
- Indoor vs outdoor exposure
- Moisture and humidity levels
- Chemical exposure and industrial pollutants
- UV exposure on exterior structures
- Mechanical impact, vibration, or abrasion
- Frequency of inspections and preventive maintenance
Protective topcoats may also improve durability in outdoor or corrosive environments by shielding the fire retardant layer from weather and chemical exposure.
With a consistent inspection program and timely maintenance, industrial fire retardant coatings can continue delivering reliable passive fire protection, structural safety, and long-term compliance throughout the operational life of the facility.
Fire Safety Standards & Compliance for Industrial Coatings
Fire safety standards are a critical part of selecting and specifying industrial fire retardant coatings. In industrial environments, coatings must do more than resist heat—they must also meet tested performance criteria, comply with building regulations, and support long-term risk management requirements. Choosing a certified fire protection coating ensures the system has been independently evaluated for fire performance and is suitable for the intended industrial application.
Compliance also helps simplify approvals, inspections, insurance reviews, and project documentation.
ASTM Fire Testing Standards
ASTM International standards are widely used to evaluate the fire performance of industrial coatings. These tests help determine how a fire retardant coating behaves when exposed to heat, flame, and elevated temperatures under controlled conditions.
Common ASTM evaluations may assess:
- Fire resistance performance
- Flame spread characteristics
- Heat transfer through coated steel
- Temperature rise of protected substrates
- Coating durability after fire exposure
These tests help verify whether an industrial fire retardant paint can achieve specific protection durations such as 30, 60, 90, or 120 minutes.
ASTM-tested coatings are commonly specified in:
- Industrial steel structures
- Warehouses
- Manufacturing plants
- Power generation facilities
- Oil and gas infrastructure
BS & IS Fire Protection Certifications
In addition to ASTM standards, many projects also reference British Standards Institution (BS) and Bureau of Indian Standards (IS) certifications for fire protection performance.
These certifications are especially relevant for projects in India, the UK, and international developments where local code compliance is required.
BS and IS certifications may evaluate:
- Fire resistance duration
- Flame spread performance
- Surface burning characteristics
- Structural steel protection under fire load
- Product quality and consistency
Using coatings tested to recognized BS or IS standards gives consultants, contractors, and facility owners greater confidence in real-world fire performance.
Building Code Compliance for Industrial Facilities
Industrial fire retardant coatings often form part of a facility’s overall building code compliance strategy. Fire-rated steel protection is commonly required by building authorities, project consultants, and fire engineers to meet safety regulations for industrial construction.
Compliance requirements may depend on:
- Type of industrial operation
- Occupancy classification
- Building height
- Fire load inside the facility
- Steel exposure conditions
- Emergency evacuation planning
- Local and national fire regulations
Industrial fire retardant coatings are commonly specified to support code compliance in:
- Factories
- Warehouses
- Refineries
- Processing plants
- Logistics hubs
- Power stations
Proper certification, documented application thickness, and inspection records are often required during project approval and handover.
Insurance & Risk Management Benefits
Certified industrial fire retardant coatings also provide important insurance and operational risk management benefits. Fire protection coatings help reduce the severity of fire damage, which lowers the financial risk associated with structural loss, downtime, and asset replacement.
Key benefits for risk management include:
- Reduced fire-related structural damage
- Lower repair and rebuilding costs after fire incidents
- Better protection of equipment and inventory
- Reduced business interruption risk
- Improved emergency response planning
- Stronger documentation for insurers and audits
Many insurers and industrial risk assessors review passive fire protection systems as part of facility evaluation, particularly in high-risk sectors such as:
- Oil and gas
- Chemical manufacturing
- Heavy engineering
- Warehousing and logistics
- Energy and utilities
By choosing tested and certified industrial fire retardant coatings, businesses not only improve fire safety—but also strengthen compliance, reduce liability, and support long-term operational resilience.
Frequently Asked Questions About Industrial Fire Retardant Paint
Below are answers to some of the most common questions about industrial fire retardant paint, its applications, durability, and performance in industrial environments.
What is industrial fire retardant paint used for?
Industrial fire retardant paint is used to protect industrial structures and surfaces from fire by slowing flame spread, reducing heat transfer, and delaying structural damage during fire exposure. It forms part of a passive fire protection system and helps improve fire resistance without affecting daily operations.
It is commonly used on:
- Structural steel beams and columns
- Metal frameworks
- Pipe supports
- Cable trays
- Electrical equipment enclosures
- Warehouse structures
- Industrial machinery supports
Its main purpose is to protect critical infrastructure, improve worker safety, and reduce fire-related damage in industrial facilities.
Can industrial fire retardant paint be used on steel?
Yes, industrial fire retardant paint is most commonly used on steel. Steel is strong and durable under normal conditions, but it can lose strength quickly when exposed to high temperatures during a fire.
Fire retardant paint helps protect steel by:
- Insulating the surface from direct heat
- Slowing temperature rise in the steel
- Delaying structural weakening
- Helping maintain load-bearing capacity during fire exposure
It is widely applied to steel columns, beams, roof structures, mezzanines, and industrial support frames in warehouses, factories, and process plants.
How long does industrial fire retardant coating last?
The service life of industrial fire retardant coating depends on several factors, including:
- Quality of the coating system
- Surface preparation before application
- Indoor or outdoor installation
- Exposure to chemicals or moisture
- UV exposure
- Maintenance and inspection frequency
In well-maintained industrial environments, fire retardant coatings can perform effectively for many years. Indoor applications generally last longer due to lower environmental exposure, while outdoor systems may require additional protective topcoats and more frequent maintenance.
Regular inspections help ensure the coating continues to perform as intended over time.
Is industrial fire retardant paint suitable for outdoor use?
Yes, many industrial fire retardant paint systems are suitable for outdoor use, provided they are specified for exterior exposure.
Outdoor applications may include:
- Exterior steel structures
- Pipe racks
- Refinery steelwork
- Industrial loading bays
- Storage facility frameworks
Because exterior environments expose coatings to:
- Rain
- Humidity
- UV radiation
- Temperature fluctuations
- Corrosive pollutants
outdoor systems often require compatible sealers or topcoats for additional weather resistance and durability.
Always select a coating specifically approved for outdoor industrial use and follow the manufacturer’s recommended coating system.
How often should industrial fire coatings be inspected?
Industrial fire coatings should be inspected regularly to ensure they remain intact and continue delivering the required fire resistance.
General recommendations include:
- Every 6–12 months for most industrial facilities
- Annual inspections for warehouses and standard indoor steel structures
- More frequent inspections for high-risk areas such as chemical plants, refineries, and outdoor exposed structures
- Immediate inspection after impact damage, leaks, corrosion exposure, maintenance work, or any fire incident
During inspections, teams should check for:
- Cracking
- Peeling or flaking
- Mechanical damage
- Corrosion beneath the coating
- Areas of exposed steel
- Loss of coating thickness
Routine inspection and timely repairs help maintain fire performance, support compliance, and extend the life of the industrial fire protection system.
Conclusion – Why Industrial Fire Retardant Paint is Essential
Industrial fire risks can have serious consequences—from structural failure and equipment damage to production downtime and safety hazards for workers. In environments such as warehouses, factories, refineries, and processing plants, protecting infrastructure before a fire starts is just as important as emergency response after one occurs. That is why industrial fire retardant paint has become a key component of modern industrial fire protection systems.
By slowing flame spread, reducing heat transfer, and protecting structural steel during fire exposure, industrial fire retardant coatings provide reliable passive fire protection that works continuously in the background. They help facilities improve fire resilience while protecting both people and assets.
Importance of Industrial Passive Fire Protection
Passive fire protection is designed to contain fire and reduce damage without requiring activation. Industrial fire retardant paint is one of the most effective passive systems because it remains in place at all times and automatically reacts when exposed to high temperatures.
Its role in industrial fire safety includes:
- Protecting structural steel and support systems
- Delaying temperature rise during fire exposure
- Slowing structural weakening and collapse
- Supporting safer evacuation
- Giving emergency teams more time to respond
Unlike active systems such as alarms or sprinklers, passive coatings provide continuous protection 24/7 with no moving parts or electrical dependency.
Long-Term Safety & Structural Protection Benefits
Industrial fire retardant coatings deliver long-term value far beyond immediate fire resistance. When properly specified and maintained, they help improve both structural durability and operational safety over the life of the facility.
Key long-term benefits include:
- Improved fire resistance of steel structures
- Reduced risk of catastrophic structural failure
- Better protection of equipment and infrastructure
- Lower fire-related repair and replacement costs
- Reduced operational downtime after incidents
- Enhanced worker and facility safety
For high-value industrial assets, this protection can significantly reduce long-term financial risk.
Choosing Certified Fire Protection Systems
Selecting a certified fire protection coating system is critical to ensuring real-world performance. Fire retardant paint should always be chosen based on the required fire rating, substrate compatibility, environmental exposure, and applicable project standards.
Before specifying a system, it is important to review:
- Fire test certifications
- Product technical data sheets
- Approved primer and topcoat systems
- Application thickness requirements
- Inspection and maintenance guidelines
Choosing coatings tested to recognized standards such as ASTM International, British Standards Institution, or Bureau of Indian Standards helps ensure compliance, easier approvals, and dependable long-term protection.
Final Recommendations for Industrial Fire Safety
Industrial fire retardant paint should be viewed as a long-term investment in safety, compliance, and asset protection. For the best results:
- Select a coating based on the required fire rating
- Match the system to the steel or substrate type
- Consider environmental exposure such as moisture, UV, or chemicals
- Follow manufacturer-recommended application procedures
- Verify dry film thickness during installation
- Perform routine inspections and maintenance over time
When properly applied and maintained, industrial fire retardant paint provides lasting protection for industrial facilities—helping safeguard structures, workers, operations, and business continuity.
For industries where fire risk is part of daily operations, investing in certified industrial fire protection coatings is not just recommended—it is essential.