
Industries that handle acids, solvents, alkalis, oils, and other aggressive chemicals require reliable surface protection to prevent corrosion, contamination, and structural damage. Standard coatings often fail when exposed to harsh chemical environments, leading to costly repairs, downtime, and reduced asset lifespan. This is where chemical resistant epoxy coatings play a crucial role.
Chemical resistant epoxy is a high-performance coating system designed to protect concrete, metal, and industrial surfaces from chemical attack while maintaining excellent durability and adhesion. However, not all epoxy coatings offer the same level of protection. Different industrial applications require different epoxy formulations based on factors such as chemical exposure, temperature, moisture levels, abrasion, and operational conditions.
Various types of chemical resistant epoxy coatings have been developed to address specific industrial challenges. Some systems are designed for general chemical protection, while others provide advanced resistance to highly corrosive chemicals, extreme temperatures, or heavy mechanical wear. From novolac epoxy coatings and high-build epoxy systems to self-leveling floors and tank linings, each type serves a unique purpose.
Choosing the right epoxy coating system is essential for ensuring:
- Long-term chemical protection
- Improved surface durability
- Reduced maintenance costs
- Enhanced workplace safety
- Extended lifespan of industrial assets
These coatings are widely used in industries such as:
- Chemical manufacturing plants
- Pharmaceutical facilities
- Food processing units
- Oil and gas operations
- Warehouses and manufacturing facilities
In this guide, we will explore the different types of chemical resistant epoxy coatings, their features, applications, and benefits, helping you select the most effective solution for your industrial protection requirements.
What Is Chemical Resistant Epoxy?
Chemical resistant epoxy is a specialized protective coating designed to withstand exposure to aggressive chemicals, solvents, acids, alkalis, oils, and corrosive substances. It forms a durable and non-porous barrier over concrete, metal, and industrial surfaces, helping prevent chemical damage, corrosion, and surface deterioration.
Unlike conventional coatings, chemical resistant epoxy is engineered to maintain its strength, adhesion, and protective properties even in challenging industrial environments where chemical exposure is frequent and severe.
Understanding Chemical Resistant Epoxy Coatings
Chemical resistant epoxy coatings are typically formulated using:
- Epoxy resin
- Hardener or curing agent
- Specialized additives for enhanced chemical resistance
When these components are mixed and applied, they undergo a chemical reaction that creates a hard, seamless, and highly durable coating.
These coatings provide protection against:
- Chemical spills and splashes
- Solvent exposure
- Corrosion and oxidation
- Moisture penetration
- Mechanical wear and abrasion
Because of their excellent resistance properties, they are commonly used in industrial facilities where surface protection is critical.
Why Chemical Resistance Is Important in Industrial Environments
Industrial facilities regularly handle chemicals that can rapidly damage unprotected surfaces. Continuous exposure to corrosive substances may result in:
- Surface erosion and deterioration
- Corrosion of metal structures
- Concrete degradation
- Increased maintenance costs
- Equipment failure and downtime
Chemical resistance is essential because it helps maintain the integrity of industrial infrastructure while ensuring safer and more efficient operations.
Industries that particularly benefit from chemical resistant epoxy include:
- Chemical processing plants
- Pharmaceutical manufacturing facilities
- Food and beverage processing units
- Automotive workshops
- Oil and gas facilities
How Chemical Resistant Epoxy Protects Surfaces
Chemical resistant epoxy works by creating a dense and impermeable protective barrier between the substrate and harmful chemicals. Once cured, the coating prevents liquids and chemicals from penetrating the surface.
This protective mechanism helps:
- Prevent corrosion and oxidation
- Reduce chemical attack on concrete and metal
- Protect surfaces from staining and degradation
- Improve resistance to moisture and contaminants
- Extend the service life of industrial assets
The coating also provides strong adhesion, ensuring long-lasting protection even under demanding operating conditions.
Why Different Types of Chemical Resistant Epoxy Are Needed
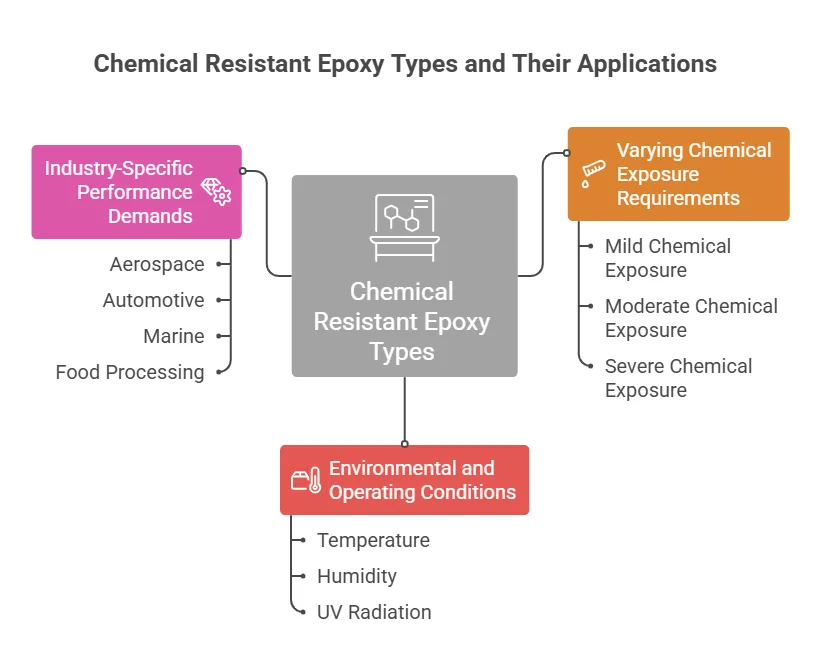
Not all industrial environments face the same challenges when it comes to chemical exposure and operational conditions. Different facilities handle different chemicals, temperatures, and workloads, which means a single epoxy coating system may not be suitable for every application. This is why various types of chemical resistant epoxy coatings have been developed to provide targeted protection based on specific industrial requirements.
Choosing the right type of epoxy ensures optimal performance, longer service life, and better protection against chemical damage.
Varying Chemical Exposure Requirements
Industrial facilities are exposed to a wide range of chemicals, each with different levels of aggressiveness. Some environments may only encounter mild cleaning agents, while others handle highly corrosive substances such as strong acids, alkalis, and solvents.
Different epoxy systems are designed to resist different chemical exposures:
- Standard chemical resistant epoxy for general industrial chemicals
- Novolac epoxy for highly aggressive acids and solvents
- Specialized lining systems for chemical storage and containment areas
Selecting an epoxy coating based on the type and concentration of chemicals helps ensure maximum protection and durability.
Environmental and Operating Conditions
Environmental factors can significantly influence the performance of an epoxy coating. Conditions such as temperature, humidity, moisture, and mechanical stress vary across industries and applications.
Important considerations include:
- High-temperature environments requiring enhanced thermal stability
- Wet and humid areas exposed to constant moisture
- Heavy traffic zones with forklifts and machinery movement
- Outdoor structures exposed to weather and environmental conditions
Different epoxy formulations are developed to withstand these specific operating conditions while maintaining their protective properties.
Industry-Specific Performance Demands
Every industry has unique operational requirements that influence the type of chemical resistant epoxy needed.
For example:
- Chemical processing plants require maximum resistance to corrosive substances.
- Pharmaceutical facilities need seamless, hygienic, and easy-to-clean surfaces.
- Food processing plants require coatings resistant to chemicals, moisture, and frequent cleaning.
- Oil and gas facilities demand coatings that can withstand chemicals, abrasion, and harsh environmental conditions.
- Warehouses and manufacturing plants need durable flooring capable of handling heavy traffic and equipment.
By selecting an epoxy system tailored to industry-specific demands, businesses can improve safety, reduce maintenance costs, and achieve long-term protection for their assets.
Standard Chemical Resistant Epoxy
Standard chemical resistant epoxy is one of the most widely used protective coating systems in industrial and commercial environments. It is designed to provide reliable resistance against common chemicals, moisture, abrasion, and daily operational wear. This type of epoxy offers an effective balance of performance, durability, and cost-efficiency, making it suitable for a wide range of applications.
While it may not provide the extreme chemical resistance of specialized systems such as novolac epoxy, it delivers excellent protection for many industrial environments where moderate chemical exposure occurs.
Features and Composition
Standard chemical resistant epoxy is typically formulated using:
- Epoxy resin
- Hardener or curing agent
- Performance-enhancing additives and fillers
When mixed and applied, these components react chemically to form a hard, seamless, and durable coating layer.
Key features include:
- Strong adhesion to concrete and metal surfaces
- Good resistance to chemicals and moisture
- Excellent abrasion and impact resistance
- Smooth and easy-to-clean finish
- Long-lasting protective performance
These properties make standard chemical resistant epoxy a versatile solution for industrial flooring and protective coatings.
Chemical Resistance Capabilities
Standard chemical resistant epoxy is designed to withstand exposure to many commonly encountered industrial substances, including:
- Oils and lubricants
- Mild acids and alkalis
- Cleaning chemicals and detergents
- Fuels and solvents in moderate concentrations
- Water and moisture exposure
The coating acts as a protective barrier that prevents chemicals from penetrating the substrate and causing damage.
However, for environments exposed to highly concentrated acids, strong solvents, or aggressive chemicals, advanced systems such as novolac epoxy may be more suitable.
Common Industrial Applications
Because of its versatility and cost-effectiveness, standard chemical resistant epoxy is used across various industries for protecting floors, walls, and equipment.
Common applications include:
- Manufacturing plants and factories
- Warehouses and logistics centers
- Automotive workshops and service stations
- Commercial kitchens and food processing facilities
- Pharmaceutical and laboratory environments
- Industrial storage and utility areas
These facilities benefit from the coating’s ability to resist chemicals, reduce maintenance requirements, and improve surface durability.
Novolac Epoxy Coatings
Novolac epoxy coatings are advanced chemical resistant epoxy systems specifically engineered for environments exposed to highly aggressive chemicals, concentrated acids, solvents, and harsh industrial conditions. Compared to standard epoxy coatings, novolac epoxy offers significantly higher chemical resistance and superior durability, making it one of the most effective protective solutions for demanding industrial applications.
These coatings are commonly used where conventional epoxy systems may not provide sufficient protection against severe chemical exposure.
What Is Novolac Epoxy?
Novolac epoxy is a specialized epoxy coating formulated with epoxy novolac resins, which contain a higher cross-link density than standard epoxy systems. This enhanced molecular structure creates a stronger and more chemically resistant protective barrier.
Key characteristics of novolac epoxy include:
- Exceptional chemical resistance
- High-performance protective properties
- Improved thermal stability
- Excellent adhesion to concrete and metal surfaces
- Long-term durability in aggressive environments
Because of its advanced formulation, novolac epoxy is often selected for critical industrial applications requiring maximum protection.
Superior Resistance to Acids and Solvents
One of the most important advantages of novolac epoxy coatings is their ability to withstand exposure to highly corrosive substances that may damage standard epoxy systems.
Novolac epoxy provides superior resistance against:
- Concentrated acids
- Strong alkalis
- Industrial solvents
- Petroleum products and fuels
- Chemical processing fluids
The dense and highly cross-linked coating structure minimizes chemical penetration, helping protect surfaces from corrosion, staining, and degradation.
This level of protection makes novolac epoxy ideal for environments where chemical spills, leaks, or continuous exposure are common.
Industries That Use Novolac Epoxy Coatings
Because of their exceptional chemical resistance, novolac epoxy coatings are widely used in industries that handle aggressive chemicals and operate under demanding conditions.
Common industries and applications include:
- Chemical manufacturing and processing plants
- Oil and gas facilities
- Petrochemical refineries
- Pharmaceutical production units
- Industrial storage tanks and containment areas
- Wastewater treatment facilities
- Chemical storage and transfer systems
These industries rely on novolac epoxy coatings to protect floors, tanks, pipelines, equipment, and structural surfaces from chemical attack and long-term corrosion.
High-Build Chemical Resistant Epoxy
High-build chemical resistant epoxy is a specialized coating system designed to provide enhanced protection through increased coating thickness. These systems are commonly used in industrial environments where surfaces are exposed to aggressive chemicals, heavy traffic, abrasion, impact, and harsh operating conditions.
By applying a thicker epoxy layer, high-build systems create a more robust barrier that improves durability and extends the service life of industrial assets.
Understanding High-Build Epoxy Systems
High-build epoxy systems are formulated to achieve a greater dry film thickness than standard epoxy coatings. The increased thickness allows the coating to provide superior protection against physical and chemical damage.
Key characteristics include:
- Higher coating build per application
- Excellent chemical and corrosion resistance
- Strong adhesion to concrete and metal surfaces
- Improved impact and abrasion resistance
- Long-term durability in demanding environments
These systems are often applied as part of multi-layer industrial coating solutions to maximize protection and performance.
Benefits of Thicker Protective Coatings
The additional thickness of high-build epoxy coatings offers several advantages over conventional coating systems.
Enhanced Chemical Protection
A thicker coating creates a stronger barrier that reduces the risk of chemical penetration and substrate damage.
Improved Abrasion Resistance
High-build systems withstand continuous wear from heavy machinery, forklift traffic, and industrial operations more effectively.
Better Impact Resistance
The robust coating structure helps protect surfaces from mechanical damage caused by dropped tools, equipment movement, and operational stress.
Extended Service Life
Because of their increased durability, high-build epoxy coatings typically require less maintenance and provide longer-lasting protection.
Reduced Maintenance Costs
The improved resistance to chemicals, wear, and impact helps minimize repairs, downtime, and recoating requirements.
Applications in Heavy-Duty Industrial Environments
High-build chemical resistant epoxy is widely used in industries where surfaces are subjected to severe conditions and require maximum protection.
Common applications include:
- Chemical processing plants
- Manufacturing facilities
- Warehouses and logistics centers
- Oil and gas facilities
- Pharmaceutical production areas
- Power generation plants
- Industrial workshops and maintenance facilities
- Storage tanks and containment areas
These environments benefit from the coating’s ability to resist chemicals, abrasion, moisture, and heavy operational loads while maintaining long-term performance.
Self-Leveling Chemical Resistant Epoxy
Self-leveling chemical resistant epoxy is a high-performance flooring system designed to create a smooth, seamless, and durable surface while providing excellent protection against chemicals, abrasion, and moisture. These coatings are formulated to flow evenly across the substrate, automatically leveling out minor surface imperfections and creating a uniform finish.
Because of their combination of chemical resistance, durability, and aesthetic appeal, self-leveling epoxy systems are widely used in industrial, commercial, and institutional facilities.
How Self-Leveling Epoxy Works
Self-leveling epoxy is applied as a liquid coating that spreads evenly over a prepared concrete surface. Its flow characteristics allow it to fill small cracks, pores, and uneven areas, creating a smooth and level floor after curing.
The system typically consists of:
- A primer coat for improved adhesion
- Self-leveling epoxy layers for protection and durability
- Optional topcoats for enhanced chemical resistance and finish
Once cured, the coating forms a seamless and non-porous surface that offers strong resistance to chemicals, moisture, and mechanical wear.
This self-leveling property helps eliminate surface irregularities while improving the overall appearance of the floor.
Benefits for Seamless Flooring Systems
Self-leveling chemical resistant epoxy offers several advantages that make it a preferred flooring solution in demanding environments.
Seamless and Hygienic Surface
The coating creates a joint-free surface that prevents the accumulation of dirt, dust, bacteria, and contaminants.
Excellent Chemical Resistance
The non-porous epoxy layer protects the substrate from chemical spills, oils, solvents, and cleaning agents.
Easy Maintenance and Cleaning
Smooth surfaces are easier to clean and maintain, reducing operational downtime and maintenance costs.
Enhanced Durability
The coating resists abrasion, impact, heavy traffic, and daily industrial wear.
Improved Appearance
Self-leveling epoxy provides a smooth, glossy, and professional finish that enhances the visual appeal of industrial and commercial spaces.
Common Commercial and Industrial Applications
Self-leveling chemical resistant epoxy is widely used in facilities that require both chemical protection and a smooth, easy-to-maintain flooring system.
Common applications include:
- Pharmaceutical manufacturing facilities
- Laboratories and research centers
- Food processing plants
- Hospitals and healthcare facilities
- Warehouses and logistics centers
- Manufacturing and assembly plants
- Commercial showrooms and retail spaces
- Clean rooms and sterile environments
These facilities benefit from the coating’s ability to provide long-lasting chemical resistance, hygiene, and durability while maintaining an attractive floor finish.
Anti-Slip Chemical Resistant Epoxy
Anti-slip chemical resistant epoxy is a specialized flooring system designed to provide both chemical protection and enhanced slip resistance. In industrial environments where floors are exposed to chemicals, water, oils, and heavy traffic, safety becomes a critical concern. These coatings help reduce the risk of slips and falls while maintaining the durability and chemical resistance required for demanding operations.
By combining protective epoxy technology with textured surfaces, anti-slip systems create safer and more reliable working environments.
Importance of Workplace Safety
Workplace safety is a top priority in industries where employees regularly work around chemicals, liquids, and machinery. Wet or contaminated floors can become slippery, increasing the risk of:
- Slips, trips, and falls
- Workplace injuries
- Equipment-related accidents
- Operational disruptions and downtime
Anti-slip chemical resistant epoxy helps create a safer environment by improving floor traction without compromising chemical resistance or durability.
In addition to protecting workers, safer flooring systems can help organizations meet workplace safety standards and reduce accident-related costs.
Anti-Slip Additives and Surface Textures
Anti-slip epoxy coatings achieve their slip-resistant properties through the use of specialized additives and textured finishes.
Common anti-slip materials include:
- Silica sand
- Aluminum oxide aggregates
- Quartz granules
- Polymer-based anti-slip additives
These materials are incorporated into the epoxy coating system to create a textured surface that improves grip under both dry and wet conditions.
Benefits of anti-slip textures include:
- Increased traction and stability
- Reduced slipping hazards
- Enhanced safety in chemical handling areas
- Improved performance in high-traffic environments
The level of texture can be customized based on the operational requirements of the facility.
Applications in Wet and Chemical-Prone Areas
Anti-slip chemical resistant epoxy is widely used in environments where surfaces are exposed to liquids, chemicals, and frequent cleaning operations.
Common applications include:
- Chemical manufacturing plants
- Pharmaceutical facilities
- Food processing units
- Industrial kitchens
- Automotive workshops and service stations
- Warehouses and loading docks
- Water treatment plants
- Laboratories and research facilities
These areas benefit from the combination of chemical resistance, durability, and slip prevention, ensuring both operational efficiency and worker safety.
Anti-slip chemical resistant epoxy is an ideal solution for industries seeking to improve workplace safety while maintaining superior protection against chemicals, moisture, and industrial wear. Its ability to provide a secure footing in challenging environments makes it an essential component of modern industrial flooring systems.
Chemical Resistant Epoxy Tank Linings
Chemical resistant epoxy tank linings are specialized protective coating systems designed to safeguard storage tanks, containment structures, and process vessels from chemical attack, corrosion, and long-term deterioration. These linings create a durable barrier between the stored substance and the tank surface, helping maintain structural integrity and operational reliability.
Industries that store or process aggressive chemicals rely on epoxy lining systems to extend equipment lifespan, reduce maintenance costs, and prevent contamination.
Purpose of Epoxy Lining Systems
The primary purpose of chemical resistant epoxy lining systems is to protect the internal surfaces of tanks and containment structures from damage caused by chemicals, moisture, and corrosion.
These lining systems help to:
- Prevent direct chemical contact with the substrate
- Protect metal and concrete surfaces from deterioration
- Reduce the risk of leaks and contamination
- Extend the service life of storage and processing equipment
- Minimize maintenance and repair requirements
By creating a seamless and impermeable barrier, epoxy linings ensure reliable long-term protection in demanding industrial environments.
Protection of Tanks and Containment Areas
Storage tanks and containment areas are often exposed to aggressive chemicals, liquids, and process materials that can gradually weaken unprotected surfaces.
Chemical resistant epoxy linings are commonly applied to:
- Chemical storage tanks
- Process vessels and reactors
- Secondary containment systems
- Wastewater treatment tanks
- Bund walls and containment pits
- Industrial sumps and reservoirs
The lining protects these structures from chemical penetration, moisture intrusion, and surface degradation while helping maintain safe storage conditions.
For concrete containment areas, epoxy linings also prevent chemicals from being absorbed into the substrate, reducing the risk of environmental contamination and structural damage.
Resistance to Aggressive Chemicals and Corrosion
One of the most significant advantages of chemical resistant epoxy tank linings is their ability to withstand exposure to highly corrosive substances.
Depending on the formulation, these linings can resist:
- Strong acids and alkalis
- Industrial solvents
- Petroleum products and fuels
- Process chemicals and cleaning agents
- Corrosive liquids and wastewater
The dense, non-porous coating acts as a protective shield that minimizes chemical attack and prevents corrosion of metal surfaces.
This resistance helps:
- Preserve tank integrity
- Prevent rust and oxidation
- Reduce equipment failure risks
- Improve operational reliability
- Extend maintenance intervals
Chemical resistant epoxy tank linings are an essential solution for industries that require safe chemical storage, corrosion protection, and long-term asset preservation. Their ability to withstand aggressive chemicals and harsh operating conditions makes them a critical component of modern industrial infrastructure.
Chemical Resistant Epoxy for Metal Surfaces
Metal structures and equipment used in industrial environments are constantly exposed to moisture, chemicals, corrosion, and harsh operating conditions. Without proper protection, these factors can lead to rust, surface degradation, reduced structural strength, and costly maintenance. Chemical resistant epoxy coatings provide an effective solution by forming a durable protective barrier that shields metal surfaces from chemical attack and corrosion.
These coatings are widely used across industries to improve the lifespan and performance of steel structures, pipelines, and industrial equipment.
Corrosion Protection for Steel Structures
Steel is one of the most commonly used materials in industrial construction, but it is highly vulnerable to corrosion when exposed to moisture and chemicals.
Chemical resistant epoxy coatings help protect steel structures by:
- Creating a non-porous protective barrier
- Preventing contact between corrosive substances and the metal surface
- Reducing rust formation and oxidation
- Enhancing resistance to chemical spills and environmental exposure
Common steel structures protected with epoxy coatings include:
- Industrial buildings and frameworks
- Storage tanks and vessels
- Structural steel platforms
- Processing equipment supports
- Offshore and marine steel structures
By preventing corrosion, epoxy coatings help maintain structural integrity and reduce maintenance costs.
Applications on Pipelines and Equipment
Industrial pipelines and equipment frequently transport or process chemicals that can cause severe corrosion if surfaces are left unprotected.
Chemical resistant epoxy coatings are commonly applied to:
- Chemical transfer pipelines
- Oil and gas pipelines
- Pumps and valves
- Processing equipment and machinery
- Storage and handling systems
- Industrial reactors and vessels
These coatings provide excellent resistance to chemicals, moisture, and abrasion, helping ensure reliable operation and reducing the risk of equipment failure.
In many industries, epoxy-coated equipment also contributes to improved process efficiency and lower maintenance requirements.
Long-Term Durability Benefits
One of the key advantages of chemical resistant epoxy for metal surfaces is its ability to provide long-term protection under demanding industrial conditions.
Major durability benefits include:
- Extended lifespan of metal assets
- Reduced corrosion-related damage
- Lower maintenance and repair costs
- Improved resistance to chemicals and environmental exposure
- Enhanced performance in harsh operating environments
- Reduced downtime and operational interruptions
When properly applied and maintained, chemical resistant epoxy coatings can provide years of reliable protection, helping industries maximize the value of their equipment and infrastructure investments.
Chemical resistant epoxy for metal surfaces is a highly effective solution for protecting steel structures, pipelines, and industrial equipment from corrosion, chemical attack, and environmental damage. Its durability and long-term performance make it an essential coating system for industries seeking reliable asset protection and operational efficiency.
Comparing Different Types of Chemical Resistant Epoxy
Selecting the right chemical resistant epoxy coating requires understanding how different systems perform under varying industrial conditions. Factors such as chemical exposure, durability requirements, maintenance expectations, and budget all influence the choice of coating. Comparing the available options helps industries identify the most suitable solution for long-term protection and performance.
Chemical Resistance Performance Comparison
Different epoxy systems provide different levels of resistance depending on the chemicals involved and the severity of exposure.
| Epoxy Type | Chemical Resistance Level | Best Suited For |
| Standard Chemical Resistant Epoxy | Moderate to High | General industrial environments |
| Self-Leveling Chemical Resistant Epoxy | Moderate to High | Industrial and commercial flooring |
| High-Build Chemical Resistant Epoxy | High | Heavy-duty industrial areas |
| Anti-Slip Chemical Resistant Epoxy | High | Wet and chemical-prone workplaces |
| Novolac Epoxy Coatings | Very High | Strong acids, solvents, and aggressive chemicals |
| Chemical Resistant Epoxy Tank Linings | Extremely High | Chemical storage tanks and containment systems |
Among these options, novolac epoxy coatings and specialized tank lining systems typically provide the highest resistance to highly corrosive chemicals and concentrated solvents.
Durability and Lifespan Differences
The durability of an epoxy coating depends on its formulation, thickness, and operating environment.
Standard Chemical Resistant Epoxy
- Good durability for general industrial use
- Suitable for moderate chemical exposure
- Long service life with proper maintenance
High-Build Chemical Resistant Epoxy
- Superior impact and abrasion resistance
- Longer lifespan in high-traffic environments
- Excellent protection against mechanical wear
Self-Leveling Epoxy Systems
- Durable seamless flooring solution
- Performs well in hygienic and commercial settings
- Resistant to daily traffic and cleaning operations
Novolac Epoxy Coatings
- Exceptional durability under aggressive chemical exposure
- Excellent thermal and chemical stability
- Extended service life in harsh industrial environments
Tank Lining Systems
- Designed for continuous chemical immersion
- Long-term protection against corrosion and chemical attack
- Ideal for critical storage and containment applications
In demanding industrial environments, specialized systems such as novolac epoxy and high-build coatings generally provide the longest service life.
Cost and Maintenance Considerations
Initial investment and long-term maintenance requirements vary among different epoxy coating systems.
Standard Chemical Resistant Epoxy
- Lower installation cost
- Cost-effective for general industrial applications
- Moderate maintenance requirements
Self-Leveling Chemical Resistant Epoxy
- Moderate installation cost
- Easy to clean and maintain
- Reduced cleaning and sanitation expenses
High-Build Chemical Resistant Epoxy
- Higher initial cost due to increased coating thickness
- Lower long-term maintenance expenses
- Better protection against wear and damage
Anti-Slip Chemical Resistant Epoxy
- Slightly higher installation cost because of textured additives
- Improved safety and reduced accident-related costs
Novolac Epoxy Coatings
- Higher upfront investment
- Significant savings through reduced chemical damage and repairs
- Ideal for highly corrosive environments
Tank Lining Systems
- Premium installation cost
- Maximum protection for valuable assets
- Reduced risk of corrosion-related failures and downtime
While advanced systems may have higher initial costs, they often provide greater long-term value through improved durability, lower maintenance requirements, and extended asset life.
Understanding the differences between chemical resistant epoxy systems helps industries choose the most effective coating for their specific requirements. The right selection can significantly improve chemical protection, operational reliability, maintenance efficiency, and long-term cost savings.
How to Choose the Right Type of Chemical Resistant Epoxy
Selecting the right type of chemical resistant epoxy is essential for achieving maximum protection, durability, and long-term performance. Different industrial environments have unique requirements based on the chemicals used, operating conditions, and performance expectations. Choosing the appropriate epoxy system helps prevent premature coating failure and ensures reliable protection for valuable assets.
Below are the key factors to consider when selecting a chemical resistant epoxy coating.
Evaluating Chemical Exposure Levels
The first step in choosing a chemical resistant epoxy is understanding the type and severity of chemical exposure the coating will face.
Important factors include:
- Type of chemicals involved (acids, alkalis, solvents, oils, fuels)
- Chemical concentration levels
- Frequency of exposure
- Duration of chemical contact
- Risk of spills, splashes, or continuous immersion
For example:
- Standard chemical resistant epoxy is suitable for moderate chemical exposure.
- High-build epoxy systems provide additional protection in demanding industrial environments.
- Novolac epoxy coatings are recommended for highly aggressive chemicals, concentrated acids, and strong solvents.
- Epoxy tank linings are ideal for storage vessels and containment areas exposed to continuous chemical contact.
Matching the coating to the chemical environment is critical for long-term performance.
Considering Temperature and Environmental Conditions
Environmental factors can significantly affect the effectiveness and lifespan of an epoxy coating system.
Key considerations include:
- Operating temperature range
- Exposure to thermal cycling or thermal shock
- Moisture and humidity levels
- Indoor or outdoor installation
- Exposure to UV radiation
- Mechanical wear and abrasion
For example:
- High-temperature environments may require specialized epoxy systems with enhanced thermal resistance.
- Wet processing areas benefit from moisture-resistant and anti-slip epoxy coatings.
- Heavy industrial facilities often require high-build systems that can withstand abrasion and impact.
Evaluating these conditions helps ensure the coating performs reliably throughout its service life.
Selecting Coatings Based on Industry Requirements
Every industry has specific operational demands that influence coating selection.
Chemical Processing Plants
Require coatings with exceptional resistance to acids, alkalis, solvents, and corrosive chemicals. Novolac epoxy systems are often preferred.
Pharmaceutical Facilities
Need seamless, hygienic, and easy-to-clean surfaces that resist chemicals while maintaining strict cleanliness standards.
Food Processing Facilities
Require chemical-resistant, moisture-resistant, and hygienic flooring systems capable of handling frequent cleaning and sanitation.
Oil and Gas Facilities
Demand coatings that can withstand fuels, chemicals, corrosion, abrasion, and harsh environmental conditions.
Manufacturing and Warehousing
Need durable flooring systems that resist chemical spills, forklift traffic, impact, and daily operational wear.
Choosing an epoxy coating that aligns with industry-specific requirements helps maximize safety, durability, and operational efficiency.
By carefully evaluating chemical exposure levels, environmental conditions, and industry requirements, businesses can select the most suitable chemical resistant epoxy system. The right choice not only protects surfaces from chemical damage but also improves asset lifespan, reduces maintenance costs, and ensures long-term industrial performance.
Common Industries Using Chemical Resistant Epoxy
Chemical resistant epoxy is widely used across industries that require protection against corrosive chemicals, moisture, abrasion, and heavy operational demands. Its ability to provide long-lasting surface protection makes it a preferred coating solution for facilities where durability, safety, and reliability are essential.
Below are some of the most common industries that rely on chemical resistant epoxy coatings.
Chemical Processing Plants
Chemical processing facilities handle a variety of aggressive substances that can quickly damage unprotected surfaces.
Chemical resistant epoxy is commonly used to protect:
- Production floors
- Chemical storage areas
- Containment systems
- Processing equipment
- Tanks and pipelines
The coating helps prevent chemical attack, corrosion, and surface deterioration while improving workplace safety and operational efficiency.
Pharmaceutical and Laboratory Facilities
Pharmaceutical plants and laboratories require clean, hygienic, and chemically resistant surfaces to maintain product quality and regulatory compliance.
Chemical resistant epoxy provides:
- Seamless and easy-to-clean flooring
- Resistance to laboratory chemicals and cleaning agents
- Reduced contamination risks
- Durable and dust-free surfaces
These benefits make epoxy coatings ideal for clean rooms, research laboratories, production facilities, and quality control areas.
Food and Beverage Manufacturing
Food and beverage processing facilities are exposed to:
- Cleaning and sanitizing chemicals
- Oils and food by-products
- Moisture and frequent washdowns
- Heavy equipment and traffic
Chemical resistant epoxy flooring helps create hygienic, non-porous surfaces that are easy to maintain while protecting concrete from chemical and moisture damage.
Common application areas include:
- Production floors
- Processing zones
- Packaging facilities
- Cold storage areas
- Commercial kitchens
Oil and Gas Industries
Oil and gas operations often expose equipment and structures to highly corrosive environments, fuels, solvents, and harsh weather conditions.
Chemical resistant epoxy coatings are used on:
- Storage tanks
- Pipelines
- Refineries
- Offshore structures
- Processing equipment
These coatings help prevent corrosion, chemical degradation, and moisture-related damage while extending the lifespan of critical infrastructure.
Warehouses and Manufacturing Facilities
Warehouses and manufacturing plants require durable flooring systems capable of handling:
- Forklift traffic
- Heavy machinery
- Chemical spills
- Abrasion and impact
Chemical resistant epoxy coatings provide a strong and long-lasting surface that improves durability, reduces maintenance costs, and enhances operational efficiency.
Common applications include:
- Factory floors
- Assembly areas
- Storage facilities
- Loading docks
- Maintenance workshops
The widespread use of chemical resistant epoxy across these industries demonstrates its effectiveness in providing chemical protection, corrosion resistance, durability, and long-term cost savings. By selecting the right epoxy system, businesses can improve asset protection, workplace safety, and overall operational performance.
Frequently Asked Questions
Which Type of Epoxy Has the Highest Chemical Resistance?
Among the various epoxy systems available, novolac epoxy coatings generally offer the highest level of chemical resistance. Their advanced formulation provides superior protection against:
- Concentrated acids
- Strong alkalis
- Industrial solvents
- Petroleum products
- Aggressive chemical environments
For applications involving continuous chemical exposure or chemical storage, novolac epoxy and specialized epoxy tank lining systems are often the preferred choice.
What Is the Difference Between Novolac Epoxy and Standard Epoxy?
While both coatings are based on epoxy technology, their performance capabilities differ significantly.
Standard Epoxy
- Suitable for moderate chemical exposure
- Good abrasion and moisture resistance
- Cost-effective for general industrial use
- Commonly used on floors and industrial surfaces
Novolac Epoxy
- Designed for highly corrosive chemical environments
- Superior resistance to acids, solvents, and aggressive chemicals
- Higher chemical and thermal stability
- Ideal for chemical plants, refineries, and storage tanks
In demanding industrial environments, novolac epoxy provides greater protection and a longer service life than standard epoxy systems.
Can Chemical Resistant Epoxy Withstand Acids and Solvents?
Yes, chemical resistant epoxy is specifically designed to resist a wide range of acids, solvents, and industrial chemicals. However, the level of protection depends on:
- The type of epoxy system used
- Chemical concentration
- Exposure duration
- Operating temperature
For mild to moderate chemical exposure, standard chemical resistant epoxy is often sufficient. For highly concentrated acids and strong solvents, novolac epoxy coatings are generally recommended for maximum protection.
Which Epoxy Coating Is Best for Industrial Flooring?
The best epoxy coating for industrial flooring depends on the operating environment and performance requirements.
Standard Chemical Resistant Epoxy
Best for:
- General manufacturing facilities
- Warehouses
- Commercial industrial spaces
High-Build Chemical Resistant Epoxy
Best for:
- Heavy machinery areas
- High-traffic industrial floors
- Abrasion-prone environments
Self-Leveling Chemical Resistant Epoxy
Best for:
- Pharmaceutical facilities
- Laboratories
- Food processing plants
- Clean rooms
Anti-Slip Chemical Resistant Epoxy
Best for:
- Wet processing areas
- Chemical handling zones
- Industrial kitchens
- Safety-critical workplaces
Selecting the right flooring system requires evaluating chemical exposure, traffic levels, safety requirements, and maintenance expectations.
These frequently asked questions provide valuable insights into the different types of chemical resistant epoxy and help businesses choose the most effective coating system for their industrial protection needs.
Conclusion – Selecting the Best Chemical Resistant Epoxy for Industrial Protection
Chemical resistant epoxy coatings play a vital role in protecting industrial assets from chemical attack, corrosion, abrasion, moisture, and operational wear. With a variety of epoxy systems available, industries can choose solutions tailored to their specific environmental conditions, chemical exposure levels, and performance requirements.
Selecting the right epoxy coating not only enhances surface protection but also improves safety, operational efficiency, and long-term cost savings.
Summary of Epoxy Coating Options
Different types of chemical resistant epoxy coatings are designed to address different industrial challenges:
- Standard Chemical Resistant Epoxy – Suitable for general industrial environments with moderate chemical exposure.
- Novolac Epoxy Coatings – Provide exceptional resistance to concentrated acids, solvents, and aggressive chemicals.
- High-Build Chemical Resistant Epoxy – Offers enhanced durability and protection in heavy-duty industrial applications.
- Self-Leveling Chemical Resistant Epoxy – Creates seamless, hygienic, and easy-to-maintain flooring systems.
- Anti-Slip Chemical Resistant Epoxy – Improves workplace safety in wet and chemical-prone environments.
- Chemical Resistant Epoxy Tank Linings – Protect storage tanks, containment areas, and processing vessels from corrosion and chemical damage.
- Chemical Resistant Epoxy for Metal Surfaces – Extends the lifespan of steel structures, pipelines, and industrial equipment.
Each system serves a unique purpose and provides specific advantages depending on the application.
Importance of Choosing the Right System
Choosing the correct chemical resistant epoxy coating is critical for achieving maximum performance and protection.
Key factors to consider include:
- Type and concentration of chemicals
- Temperature and environmental conditions
- Level of traffic and mechanical wear
- Surface material and substrate condition
- Industry-specific operational requirements
A properly selected coating system helps prevent premature failures, reduces maintenance costs, and ensures long-term reliability in demanding industrial environments.
Long-Term Benefits of Chemical Resistant Epoxy Coatings
Investing in the right chemical resistant epoxy system delivers significant long-term advantages, including:
- Enhanced protection against chemicals and corrosion
- Extended lifespan of floors, tanks, pipelines, and equipment
- Reduced maintenance and repair expenses
- Improved workplace safety and cleanliness
- Greater operational efficiency and productivity
- Lower downtime caused by surface deterioration
By providing a durable and protective barrier, chemical resistant epoxy coatings help industries safeguard their infrastructure and maintain consistent performance even in the most challenging conditions.